|
Detail produk:
|
| bahan: | Baja Karbon Tinggi | Fitur: | Dipatenkan |
|---|---|---|---|
| Membentuk: | Jalur Baja | kondisi permukaan: | 1 grey/blue oxide finish:unpolished;2 bright tempered:unpolished; 1 lapisan oksida abu-abu |
| Kualitas baja: | S60C-CSP | Standar: | JIS G4802 S60C-CSP |
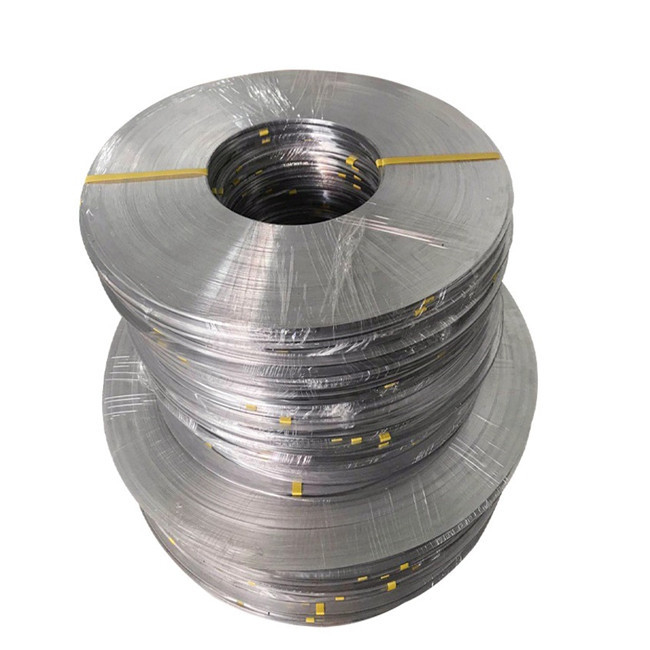
| Cahaya Tinggi: | Gulungan Kumparan Baja Tahan Karat yang Dipatenkan,Gulungan Kumparan Baja Tahan Karat QT,kumparan baja tahan karat 10mm tidak dipoles |
||
Baja pegas adalah nama yang diberikan untuk berbagai macam baja yang digunakan dalam pembuatan pegas, terutama dalam aplikasi suspensi otomotif dan industri.Baja ini umumnya mangan paduan rendah, baja karbon sedang atau baja karbon tinggi dengan kekuatan luluh yang sangat tinggi.Hal ini memungkinkan benda yang terbuat dari baja pegas untuk kembali ke bentuk aslinya meskipun mengalami defleksi atau puntiran yang signifikan.
Strip Baja Pegas Gulung Dingin
cold rolled strip adalah produk baja yang dihasilkan dari hot rolled strip yang telah diasamkan.Kumparan kemudian dikurangi dengan pabrik baja cold roll berdiri tunggal langsung atau membalikkan pabrik atau di pabrik tandem yang terdiri dari beberapa berdiri tunggal dalam satu seri.Strip dikurangi kira-kira ketebalan akhir dengan pengerolan dingin secara langsung, atau dengan dimasukkannya operasi anil pada beberapa ketebalan antara untuk memfasilitasi pengurangan dingin lebih lanjut atau untuk mendapatkan sifat mekanik yang diinginkan dalam produk jadi.Baja strip karbon tinggi membutuhkan operasi anil tambahan dan reduksi dingin.Kumparan kemudian dipotong sesuai lebar yang diinginkan melalui proses pemotongan gulungan.
Atmosfer Terkendali Anil (Bright Annealed)
Suhu anil yang tinggi dapat menyebabkan oksidasi permukaan logam, menghasilkan kerak.Jika skala harus dihindari, anil dilakukan di atmosfer khusus, seperti dengan gas endotermik (campuran karbon monoksida, gas hidrogen, dan gas nitrogen).Annealing juga dilakukan untuk membentuk gas, campuran hidrogen dan nitrogen.
Water Quench Harden Spring Steel Strip
Pengerasan quench adalah proses mekanis di mana paduan baja dan besi tuang diperkuat dan dikeraskan.Logam-logam ini terdiri dari logam besi dan paduannya.Ini dilakukan dengan memanaskan bahan sampai suhu tertentu, tergantung bahannya.Ini menghasilkan material yang lebih keras dengan pengerasan permukaan atau pengerasan melalui yang bervariasi pada laju pendinginan material.Bahan tersebut kemudian sering ditempa untuk mengurangi kerapuhan yang mungkin meningkat dari proses pengerasan quench.
Harden Spring Steel Strip yang dipatenkan
Spring Strip dari baja karbon tinggi dengan kandungan karbon kira-kira.0,76%C yang dirancang untuk tali pengangkat yang akan digunakan dalam industri pertambangan harus memiliki kekuatan tarik yang tepat, yaitu 1800+100 MPa.Oleh karena itu, strip perantara harus menjalani proses paten untuk menghilangkan efek kerja dingin dan untuk mendapatkan struktur material yang rentan terhadap deformasi plastis besar hingga 95%, terdiri dari perlit halus dengan hamburan sementit dispersi tinggi.Paten terdiri dari perlakuan panas dua tahap.Pada tahap pertama, proses wire annealing dilakukan pada suhu di atas Ac3, yaitu pada kisaran suhu 850 hingga 1050C. Tahap selanjutnya dari proses pematenan adalah pendinginan isotermal pada suhu sekitar 450-550C dalam tangki timbal atau dalam tanur fluidized-bed.
Aplikasi
Semua Nilai Perbandingan
| GB | ASTM | JIS | EN | KERIUHAN |
| 55 | 1055 | / | CK55 | 1.1204 |
| 60 | 1060 | / | CK60 | 1.1211 |
| 70 | 1070 | / | CK67 | 1.1231 |
| 75 | 1075 | / | CK75 | 1.1248 |
| 85 | 1086 | SUP3 | CK85 | 1.1269 |
| T10A | 1095 | SK4 | CK101 | 1.1274 |
| 65 juta | 1066 | / | / | / |
| 60Si2Mn | 9260 | SUP6, SUP7 | 61SiCr7 | 60SiCr7 |
| 50CrVA | 6150 | SUP10A | 51CrV4 | 1.8159 |
Standar Kualitas
DIN 17222 Cold Rolled Steel Strips untuk Kondisi Teknis Pengiriman Pegas
BS EN 10132 Strip baja tipis canai dingin untuk perlakuan panas.Kondisi pengiriman teknis
Komposisi kimia(%)
| Kualitas baja | C | M N | Ya | P | S | Kr | Ni | B | Cu | Mo | V |
| 55 | 0,52-0,60 | 0,50-0,80 | 0,17-0,37 | 0,035 maks | 0,035 maks | 0,25 maks | 0,30 maks | / | 0,25 maks | / | / |
| 65 | 0,62-0,70 | 0,50-0,80 | 0,17-0,37 | 0,035 maks | 0,035 maks | 0,25 maks | 0,25 maks | / | 0,25 maks | / | / |
| 70 | 0,62-0,75 | 0,50-0,80 | 0,17-0,37 | 0,035 maks | 0,035 maks | 0,25 maks | 0,25 maks | / | 0,25 maks | / | / |
| 75 | 0,72-0,80 | 0,50-0,80 | 0,17-0,37 | 0,035 maks | 0,035 maks | 0,25 maks | 0,30 maks | / | 0,25 maks | / | / |
| 85 | 0,95-1,04 | 0,40 maks | 0,35 maks | 0,025 maks | 0,025 maks | / | / | / | / | / | / |
| 65 juta | 0,62-0,70 | 0,90-1,20 | 0,17-0,37 | 0,035 maks | 0,035 maks | 0,25 maks | 0,25 maks | / | 0,25 maks | / | / |
| 60Si2Mn | 0,56-0,64 | 0,70-1,00 | 1,50-2,00 | 0,035 maks | 0,035 maks | 0,35 maks | 0,25 maks | / | 0,25 maks | / | / |
| 50CrVA | 0,46-0,54 | 0,50-0,80 | 0,17-0,37 | 0,025 maks | 0,025 maks | 0,80-1,10 | 0,35 maks | / | 0,25 maks | / | 0,10-0,20 |
Sifat Mekanik (Kondisi Padam dan Marah)(T=20°C jika tidak dinyatakan berbeda)
| Kualitas baja | Kekuatan Tarik Rm (Mpa) | Kekuatan Hasil Rp0,2 (Mpa) | Perpanjangan A5 (%) | Rasio Pengurangan Area C (%) |
| 65 | 980 mnt | 785 mnt | 9 mnt | 35 mnt |
| 70 | 1030 mnt | 835 mnt | 8 mnt | 30 menit |
| 85 | 1130 mnt | 980 mnt | 6 mnt | 30 menit |
| 65 juta | 980 mnt | 785 mnt | 8 mnt | 30 menit |
| 60Si2Mn | 1275 mnt | 1180 mnt | 5 menit | 25 menit |
| 50CrVA | 1275 mnt | 1130 mnt | 10 menit | 40 mnt |
Kondisi pengiriman
Strip baja canai dingin yang dicakup oleh EN 10132-4 harus dipasok dalam salah satu kondisi pengiriman berikut:
-anil atau anil dan kulit dilewatkan (+ A atau + LC);
-gulungan dingin (+ CR);
-padam dan marah (+ QT).
CATATAN Kondisi pengiriman - anil untuk mencapai karbida spheroid (+ AC) - dapat disetujui. Dalam kasus seperti itu, batas spheroidisasi dan sifat mekanik juga dapat disetujui pada saat penyelidikan dan pemesanan.
Dekarburisasi
Untuk baja paduan silikon, dekarburisasi tidak boleh melebihi 3% dari ketebalan material per sisi, untuk baja paduan non-silikon, dekarburisasi tidak boleh melebihi 2% dari ketebalan material per sisi bila diukur pada jarak 5 mm dari tepi strip ( lihat juga EN 10132-1).
Permukaan akhir
Permukaan akhir strip baja canai dingin yang digulung dingin harus cerah seperti yang dihasilkan oleh penggulungan dan anil dalam atmosfer yang terkendali.
Permukaan akhir dari strip canai dingin yang dipadamkan dan ditempa adalah sebagai berikut:
-Abu-abu/biru oksida selesai: kasar;
-cerah marah: kasar;
-dipoles: diperoleh dengan penggilingan halus, penyikatan abrasif atau proses lainnya;
-dipoles dan diwarnai: warna biru atau kuning diperoleh dengan oksidasi dengan perlakuan panas.
Perawatan panas
| Kualitas baja | Suhu Pendinginan (°C) ( | Media | Temperatur Tempering (°C) |
| 65 | 840 | minyak | 500 |
| 70 | 830 | minyak | 480 |
| 85 | 820 | minyak | 480 |
| 65 juta | 830 | minyak | 540 |
| 60Si2Mn | 870 | minyak | 480 |
| 50CrVA | 850 | minyak | 500 |
Sertifikat uji pabrik:
EN 10204/3.1 dengan semua data yang relevan reg.kimiakomposisi, mekanismeproperti dan hasil pengujian
![]()
Kontak Person: Ms. Florence Tang
Faks: 86-731-89853933